「継ぎ手」製造のサイクルタイムを大幅改善!FLEX U+の応用例“3方向CNCフェーシング機”の開発背景について
モノづくりにおける「継ぎ手」とは?

継ぎ手とは、主に配管やホースを接続するために使用される部品で、特に気体や液体といった流体を運搬する配管にとって、継ぎ手は欠かせない存在です。
継ぎ手の主な役割としては、配管の長さに対する継ぎ足しです。配管1本の長さには限界があるので、継ぎ手を使用して長さを継ぎ足す必要があります。
また、配管の流れ方向を変える、流れを複数の流路に分岐するなど、配管レイアウトを実現するために使用されます。
用途によって種類もさまざま
一口に「継ぎ手」といっても、モノづくりの分野ではさまざまなタイプの継ぎ手が利用されています。
たとえば、比較的圧力の低い流体の移送に適している「ねじ継ぎ手」。その名の通り、ねじ式の接続方法を採用しており、取り付けや取り外しが容易なのが特徴です。
また高圧力・高温の環境下で使用される「フランジ継ぎ手」は、パイプの末端に円盤状のフランジがあり、接合部には、ガスケット(パッキン)を挟み込むことができ、これにより優れた密閉性を実現します。このため、流体漏れを確実に防ぎたい配管に適しています。
形状に特徴のある継ぎ手もあり、たとえば「L字(エルボー)型」継ぎ手は90度に湾曲した形状をしており、パイプの方向を直角に変えたい場合に使用されます。
他にも排出口が2つ又に分岐している「T字(チーズ)型」継ぎ手は、一つの流れを二方向に分岐させる際に活用されます。
製造面での課題は、“加工箇所の多さ”によるサイクルタイム
流体の移送に欠かせない継ぎ手ですが、継ぎ手製作における業界課題としては、1つあたりの製作にかかる「加工時間(サイクルタイム)の増加」です。
では、具体的にどのような要因がサイクルタイム増加の原因となっているのか、加工方法に触れながら解説していきましょう。
【具体的な課題】汎用機では多面を”同時加工できない”
そもそも継ぎ手は、最低でも「2面以上」の接続面を持つため、加工面も必然的に2面以上となります。
基本的な「継ぎ手加工」の手順は以下の通り。
手順1:「1面分の加工」を完了
手順2:機械を停止、加工箇所を計測
手順3:治具から取り外し、別面が加工できる向きで再クランプ・加工ツールを付け替え
手順4:「別面の加工」を開始(3面以上ある場合は、2〜4を繰り返す)
この一連の流れや、反対側の加工前の段取り作業が、全体のサイクルタイム増加につながっているのです。
“インデックステーブル付き”加工機が販売されるも…
近年では、インデックステーブル(正確な角度で回転割り出しして位置決めする装置)が搭載された加工機も増えており、これによってわざわざ機械を停止し、人の手でワークを回転させて芯だしする、といった作業がなくなりつつあります。
しかしこれらは、上の作業でいう「手順:2〜3(人力作業が必要な箇所)」が短縮されるだけで、一つひとつ加工面を切削するという、サイクルタイム増加の根本的な課題を解決できているわけではありません。
つまり継ぎ手としての精度を担保しつつ、根本的なサイクルタイム削減を実現するには「複数面を一気に加工できる技術」が必要だということです。
山科精器の解決策は、FLEXU+を応用した“3方向CNCフェーシング機”の開発
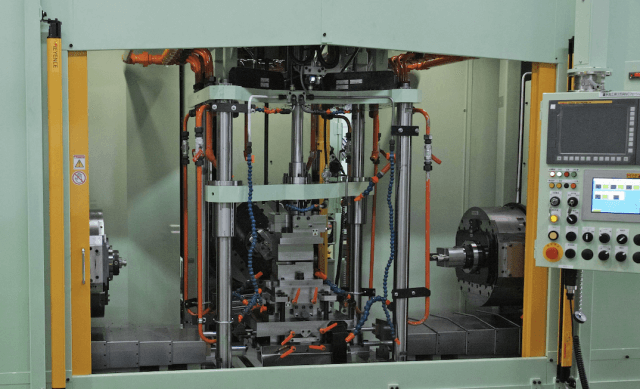
これらの問題を解決するため、当社で研究・開発を行ったのが、当社のオリジナル製品、FLEXU+を応用し、多面同時加工を実現した「3方向CNCフェーシング専用機」の開発です。
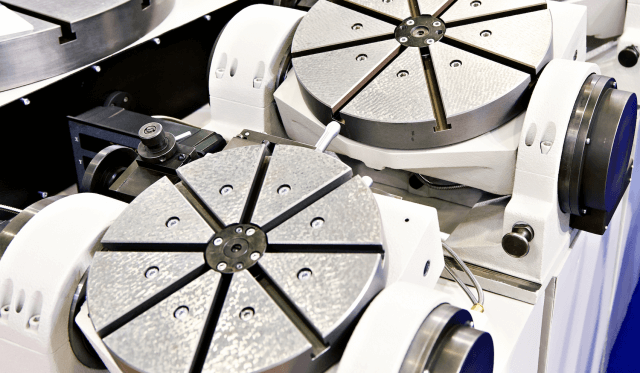
独自の“FLEXU+(CNCフェーシングユニット)”により、内径、端面、外径(面取り)、ネジ加工などの多彩な加工を実現。

また機械ベース平面上の中心部に油圧上下クランプ方式の治具を配置し、これを中心として「T型配置」で3基のFLEXU+(CNCフェーシングユニット)にて構成されています。
フェーシングヘッド上には多刃型【内径(端面)、外径(面取り)、ネジ切りの3バイトで構成】のツールブロックが装着されているため、連続加工を可能にし、継ぎ手加工におけるサイクルタイム大幅削減を実現しました。
このように当社では、お客様の加工ワークに合わせたマシンのレイアウト、ツールのカスタマイズも可能です。
産業用パイプや、それらを繋ぐ「継ぎ手」加工まで、ワーク加工に関する課題がございましたらお気軽にご相談ください。
製品ページはこちらから:『継手加工用 3方向CNCフェーシング専用機|山科精器株式会社』
この記事を書いた人
山科精器(株)ビジネスソリューション
山科精器(株)のマーケティング部門、営業部門の機能を有するセクションです。ファクトリーオートメーションや工作機械の分野で豆知識などの情報発信。お困りごとがございましたら是非ご相談承ります。